在工业4.0浪潮与数字化转型的驱动下,传统的生产管理模式正面临深刻变革。智慧工厂应运而生,成为制造业转型升级的关键路径。其核心在于,通过深度融合物联网(IoT)技术与大数据分析能力,构建起一个全面感知、实时互联、智能决策的生产运营体系,最终实现从原材料到成品的全流程生产透明化,极大提升效率、质量与灵活性。
一、 物联网:构建智慧工厂的“神经系统”
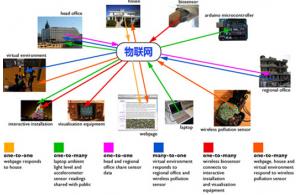
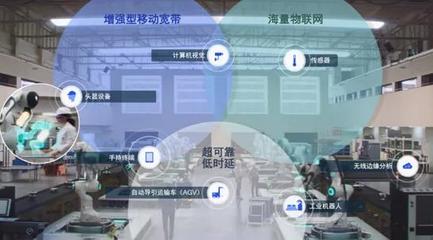
物联网是智慧工厂的物理基础与数据源头。通过在生产设备、物料、产品、环境乃至人员身上广泛部署传感器、RFID标签、智能仪表等终端,工厂的每一个元素都被数字化并接入网络。
关键物联网应用服务包括:
1. 设备联网与状态监控: 实时采集机床、机器人、输送线等关键设备的运行参数(如温度、振动、电流、功耗)、工作状态与故障代码。这实现了对设备的7x24小时远程监控与预测性维护,大幅减少非计划停机。
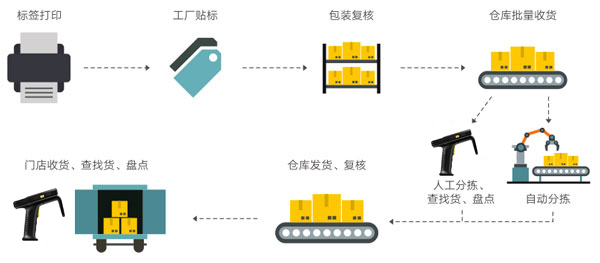
2. 生产流程追溯与可视化: 利用RFID或二维码标识物料与在制品,系统可自动记录其经过的每一道工序、操作人员、加工参数、质检结果及时间戳。生产进度、物料位置、订单状态得以在数字孪生模型中实时、直观地呈现。
3. 环境与能源智能管理: 监测车间温湿度、空气质量、噪音水平,并联动空调、照明等系统进行自动调节,保障最佳生产环境。精细化计量各环节能耗,为节能降耗提供数据依据。
4. 人员与资产定位管理: 通过穿戴设备或定位信标,实时掌握关键岗位人员位置与活动轨迹,优化调度;对叉车、工具等移动资产进行定位,提升利用率与安全性。
这些服务共同作用,将物理世界的生产活动源源不断地转化为结构化的数据流,为上层的大数据分析提供了丰富的“原料”。
二、 大数据:驱动智慧工厂的“决策大脑”
海量物联网数据本身价值有限,必须经过采集、存储、处理与分析,才能转化为洞察与行动。大数据平台扮演着智慧工厂的“决策大脑”角色。
大数据分析的核心价值体现在:
1. 生产全过程透明化: 整合来自设备、物料、质量、订单等多源数据,构建从销售订单到产品交付的端到端可视化视图。管理者可实时洞察“什么订单在生产”、“在哪个工位”、“进度如何”、“有无异常”,彻底打破信息孤岛。
2. 质量预测与工艺优化: 通过机器学习算法,分析历史生产数据与质量检测结果之间的关联,建立质量预测模型。可在生产过程中提前预警潜在缺陷,并反向优化工艺参数,从“事后检验”转向“事前预防”。
3. 供应链协同与精准排产: 结合订单数据、设备产能数据、物料库存数据,进行高级计划与排程(APS)。系统能模拟不同排产方案的影响,实现动态、精准的排产,并可将物料需求自动同步给供应商,提升供应链响应速度。
4. 能效分析与优化: 对能耗数据进行多维度(时间、设备、产品)关联分析,识别能耗异常与高峰,发现节能潜力点,并自动生成优化策略,如错峰生产、设备启停优化等。
5. 预测性维护与资产绩效管理: 基于设备运行状态数据,利用算法模型预测关键部件的剩余寿命与故障概率,提前生成维护工单,变“故障后维修”为“预测性维护”,同时综合评估设备综合效率(OEE)。
三、 实现路径与挑战
部署智慧工厂解决方案并非一蹴而就,通常遵循“连接-可视-分析-优化-自治”的渐进路径。企业首先需要完成设备联网与数据采集(连接),建立实时监控与可视化看板(可视),进而引入大数据平台进行深度分析(分析),根据分析结果指导工艺与管理优化(优化),并最终向高度自动化、自适应的智能决策(自治)迈进。
实施过程中也需应对诸多挑战:技术层面,涉及多种异构设备的协议兼容、海量数据的高效处理与安全存储、IT与OT系统的深度融合;管理层面,需要变革组织架构、培养复合型人才、重塑业务流程;投资层面,需进行清晰的ROI规划,分阶段投入。
###
智慧工厂解决方案,本质是以数据为核心驱动生产变革。物联网应用服务如同敏锐的“感官”,全方位感知物理世界;大数据分析则如同智慧的“大脑”,从数据中提炼价值,赋能决策。二者的紧密结合,最终实现了生产过程的全面透明化、可控化与智能化,为企业带来了生产效率、产品质量、运营成本与市场响应速度的全面竞争优势,是制造业面向未来可持续发展的必由之路。